 English
English
 русский
русский
 Español
Español
Bombas de tornillo de igual espesor de pared
Cat:Bombas de Tornillo Único
Bombas de tornillo equipadas con un estator de igual espesor de pared, el mismo tipo de especificaciones de bomba, flujo de bomba y presión aumentadas...
Ver detallesEn la industria de procesamiento de alimentos, los equipos utilizados en el manejo y transferencia de productos comestibles deben cumplir con los estrictos estándares de higiene, seguridad y calidad. El Bomba de tornillo de comida , ser un componente crucial en el transporte de materiales alimenticios viscosos, delicados o cargados de sólidos, debe diseñarse y certificarse para cumplir con las regulaciones de la industria para garantizar la seguridad y la integridad de los productos alimenticios. Comprender las certificaciones necesarias para una bomba de tornillo de alimentos es esencial para los fabricantes y procesadores que tienen como objetivo cumplir con los estándares nacionales e internacionales de grado alimenticio.
Una de las certificaciones más críticas para una bomba de tornillo de alimentos es el cumplimiento de la FDA (Administración de Alimentos y Medicamentos). En los Estados Unidos, la FDA establece regulaciones sobre los materiales que entran en contacto con los alimentos. Para que una bomba de tornillo de alimentos cumpla con la FDA, sus piezas humedecidas, aquellas que tocan directamente los alimentos, deben hacer materiales que se consideran seguros de alimentos, como ciertos grados de acero inoxidable (típicamente 304 o 316L), y elastómeros que no están dañinos en el producto. Esto asegura que no se produzca contaminación durante el proceso de bombeo.
Además de la aprobación de la FDA, la certificación EHEDG (European Hygienic Engineering & Design Group) es muy apreciada, especialmente en los mercados europeos. Esta certificación garantiza que la bomba esté diseñada para una fácil limpieza y saneamiento, reduciendo el riesgo de contaminación microbiana. Las bombas de tornillo de alimentos certificadas por EHEDG generalmente se diseñan para evitar zonas muertas, esquinas afiladas y grietas donde los residuos pueden acumularse, lo que respalda las operaciones de limpieza en el lugar (CIP) y esterilizados en el lugar (SIP). Esto hace que la bomba sea adecuada para su uso en entornos que exigen los niveles más altos de limpieza, como lácteos, bebidas y producción de alimentos para bebés.
Otra certificación ampliamente reconocida son los estándares sanitarios 3-A, que son particularmente significativos en las industrias de lácteos y bebidas en América del Norte. 3-Un estándares se centran no solo en la compatibilidad del material y la higiene, sino también en el diseño mecánico, lo que garantiza que cada aspecto de la bomba de tornillo de alimentos pueda limpiarse a fondo. Esto incluye el diseño del sello, el acabado superficial y la facilidad de desmontaje para el mantenimiento.
Para los fabricantes y procesadores que exportan a nivel mundial, la certificación NSF (National Sanitation Foundation) agrega otra capa de confianza y cumplimiento. La certificación NSF valida que los materiales y el diseño de la bomba de tornillo de alimentos cumplen con los estrictos estándares de salud pública y de seguridad, a menudo requeridos por clientes y organismos regulatorios por igual.
En algunos casos, la certificación ATEX también puede ser necesaria para que la bomba de tornillo de alimentos se use en entornos potencialmente explosivos, como las instalaciones que manejan ingredientes alimenticios en polvo o inflamables. Esto asegura que la bomba sea segura para operar en condiciones atmosféricas específicas.

Bombas de tornillo equipadas con un estator de igual espesor de pared, el mismo tipo de especificaciones de bomba, flujo de bomba y presión aumentadas...
Ver detalles
Bomba montada en vehículo Mika, la base de la bomba no solo es estable y confiable, sino que también está hábilmente equipada con ruedas universale...
Ver detalles
Las bombas de tornillo verticales tipo T Mika se pueden lograr a través de la longitud del cuerpo de la bomba a una variedad de diferentes profundi...
Ver detalles
La bomba S con soporte de bastidor de cojinetes puede soportar cargas axiales más altas y puede usarse en condiciones de alta presión, p. Transfere...
Ver detalles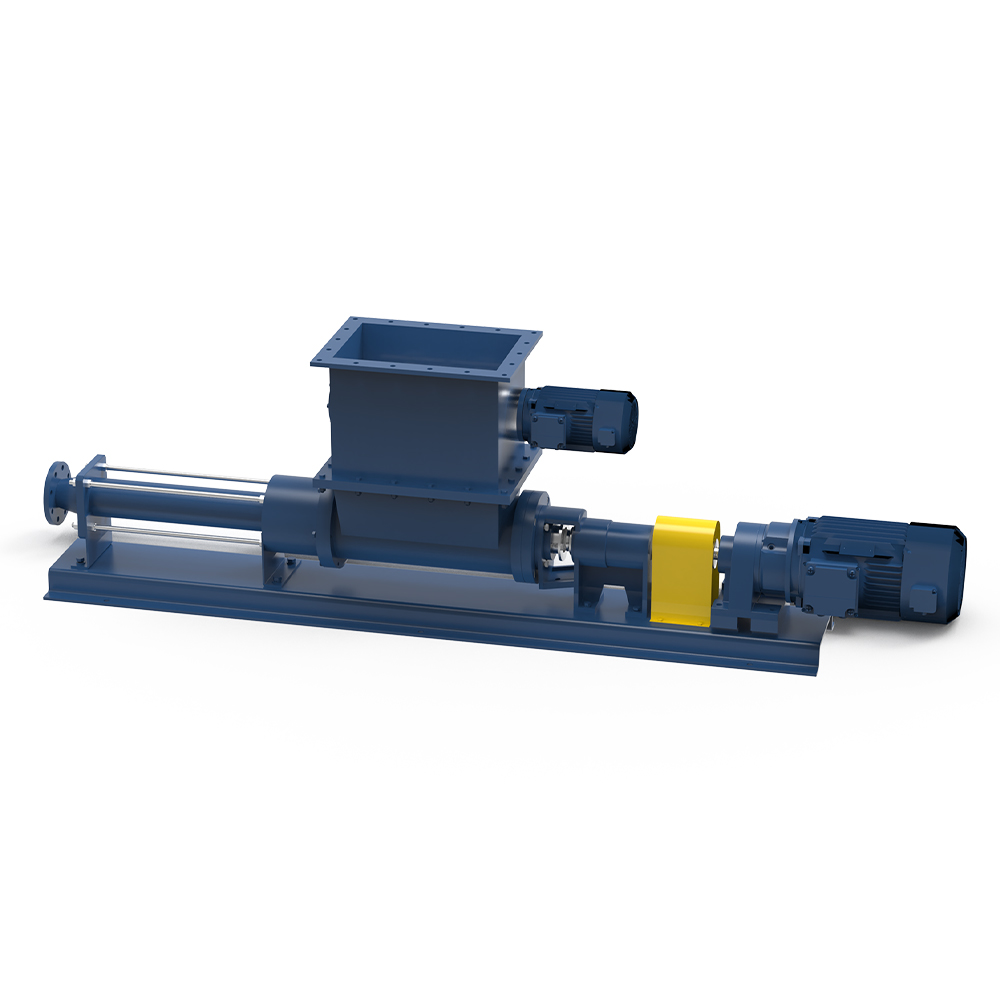
La entrada está diseñada para una tolva grande con un dispositivo rompepuentes. Las bombas P son adecuadas para transportar materiales con alta vis...
Ver detalles
La entrada es una pequeña bomba H con diseño de tolva rectangular, adecuada para transportar un contenido sólido de alta viscosidad de menos del 15...
Ver detalles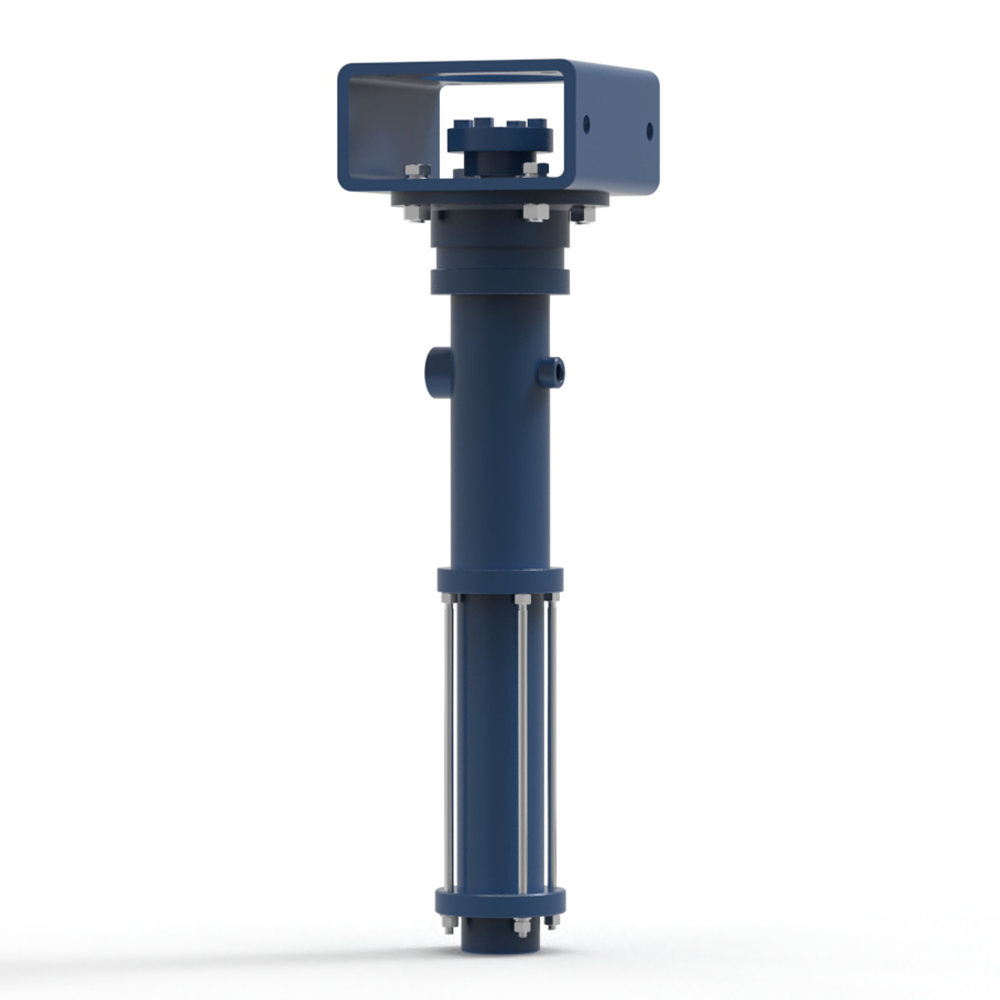
Caudales precisos y una amplia gama de materiales para la dosificación y suministro de todo tipo de selladores. Principio de funcionamiento La bomb...
Ver detalles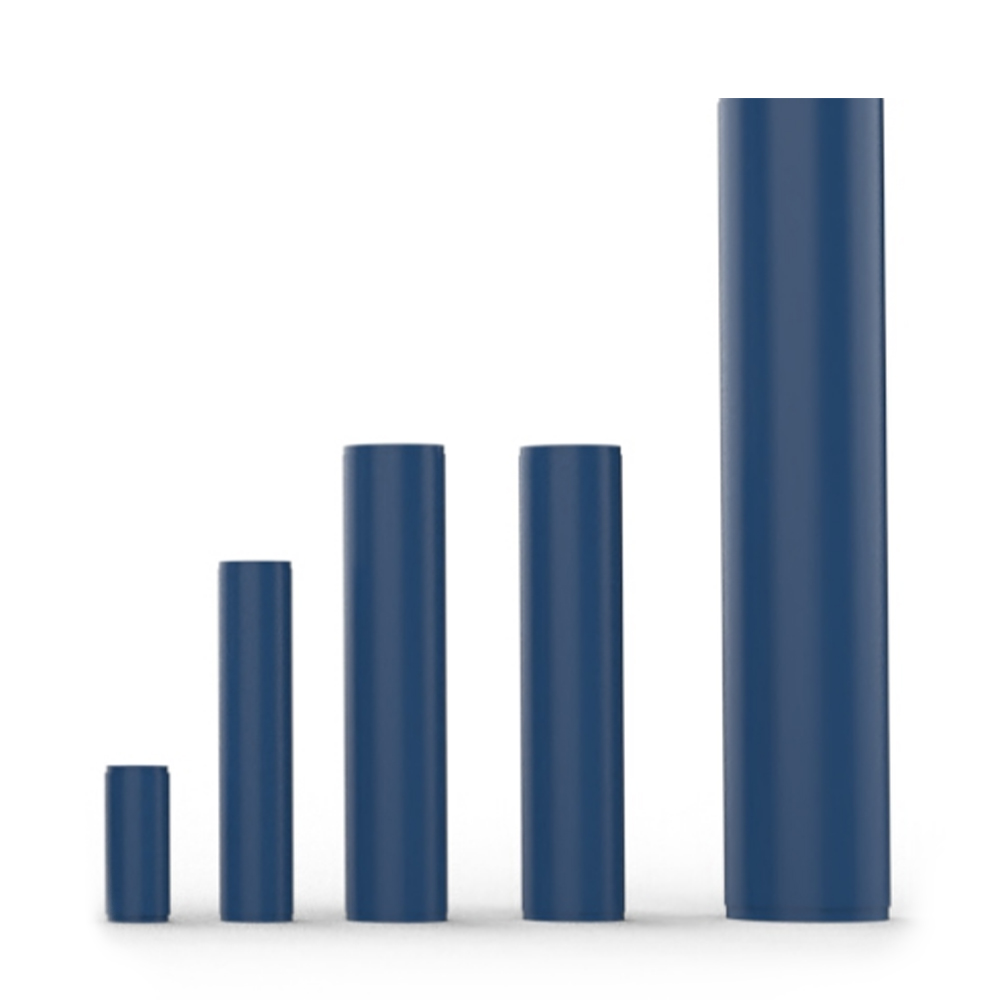
Hay varios materiales disponibles para diferentes condiciones de trabajo, como NBR, HNBR, EPDM y FKM.
Ver detalles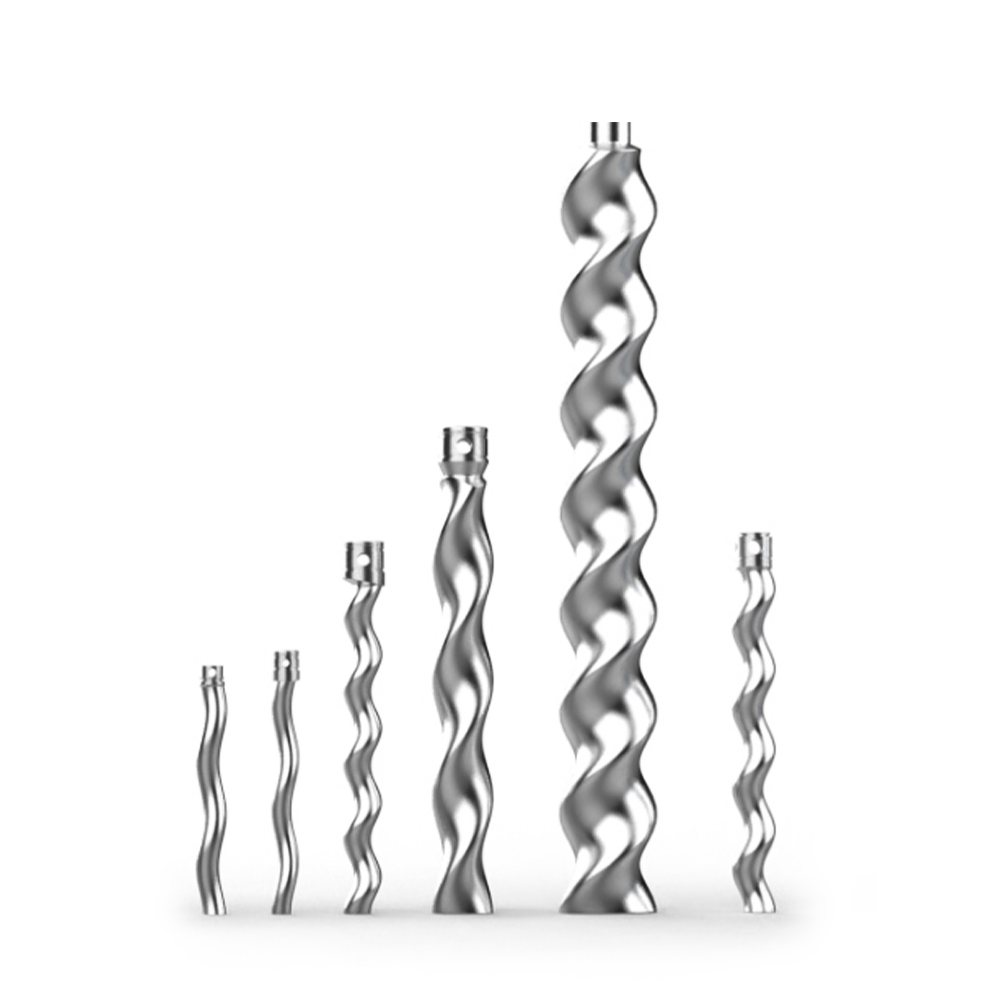
Múltiples materiales disponibles, 304, 316L, 2205, el recubrimiento de la superficie del rotor puede ser cromado o rociado con carburo de tungsteno...
Ver detalles
Múltiples materiales disponibles: Q235,304,316L,2205,2507, etc.
Ver detallesContáctenos
Dirección: No. 36 Calle Xintai, Zona de Desarrollo Económico, Ciudad de Jingjiang, Provincia de Jiangsu, China
Teléfono: +86-13515167342
Fax: +86-523-84261117
Correo electrónico: [email protected]
¡Nos encantaría
conocer su opinión!