 English
English
 русский
русский
 Español
Español
Bombas de tornillo de igual espesor de pared
Cat:Bombas de Tornillo Único
Bombas de tornillo equipadas con un estator de igual espesor de pared, el mismo tipo de especificaciones de bomba, flujo de bomba y presión aumentadas...
Ver detallesContenido
Las bombas de cavidad progresiva se basan en seis repuestos críticos que requieren inspección y reemplazo regulares: el estator (revestimiento de elastómero, vida útil de 6 a 18 meses), rotor (eje helicoidal de acero inoxidable, 2-5 años), varilla de acoplamiento (conecta la transmisión al rotor, 2-4 años), eje de transmisión (transmisión de potencia, 3-6 años), conjunto de junta universal (conecta los extremos de las varillas), y sellos mecánicos/empaquetadura (evita fugas). Estos componentes funcionan en cavidades selladas formadas por un ajuste de interferencia entre rotor y estator, lo que hace que la compatibilidad del material y la instalación precisa sean esenciales para la longevidad operativa.
El reemplazo del estator es la tarea de mantenimiento más frecuente y requiere una ejecución sistemática para evitar daños a los componentes adyacentes.
Empezar por despresurizar el sistema por completo y desconectar todas las fuentes de energía para evitar un arranque accidental. Drene todo el fluido de la carcasa de la bomba; los productos químicos residuales pueden dañar los componentes nuevos de elastómero durante la instalación. Para bombas que manejan materiales peligrosos, lave la cavidad con agentes neutralizantes compatibles antes del desmontaje.
Afloje los pernos de la carcasa uniformemente en un patrón entrecruzado para evitar deformaciones del cuerpo de la bomba. Extraiga el estator viejo usando un extractor si es necesario; nunca fuerce la extracción con herramientas metálicas que podrían rayar el rotor. Una vez retirado, inspeccione el rotor en busca de rayones, corrosión o desgaste dimensional que exceda Tolerancia de 0,1 mm . Reemplace el rotor inmediatamente si se detecta daño en la superficie, ya que los rotores desgastados destruirán los estatores nuevos dentro de las 100 horas de funcionamiento.
Lubrique el orificio del estator con agua o líquido compatible (agua jabonosa para EPDM/NBR, a base de silicona para FKM) para facilitar la inserción y evitar el desgarro del elastómero. Alinee los puertos de entrada/salida con precisión con las marcas de la carcasa; la desalineación provoca flujo turbulento y desgaste prematuro. Vuelva a instalar el rotor y realice rotación manual en seco para confirmar el buen funcionamiento antes de aplicar energía. Apriete los pernos según las especificaciones de torque del fabricante en etapas, verificando que no se atasquen en cada incremento.
Haga funcionar la bomba a velocidad reducida (60 % de las RPM nominales) durante 1 a 2 horas para permitir que el elastómero del estator se ajuste a la geometría del rotor sin sobrecalentarse. Monitoree la temperatura de los rodamientos, los niveles de vibración y las fugas en los sellos durante este período. El aumento gradual de la carga previene el choque térmico que puede causar hinchazón o delaminación del estator.
La programación del mantenimiento preventivo se correlaciona directamente con la longevidad de los componentes. Las bombas de cavidad progresiva requieren inspección inicial después de 700-1000 horas de funcionamiento , con intervalos posteriores que no excedan las 1500 horas según la gravedad del desgaste observado. [^61^]
| Componente | Intervalo estándar | Fluidos abrasivos | Alta temperatura | Enfoque de inspección |
|---|---|---|---|---|
| Estator | 6-12 meses | 3-6 meses | 4-8 meses | Dureza del elastómero, agrietamiento, hinchazón. |
| Rotor | 24-36 meses | 12-18 meses | 18-24 meses | Desgaste del cromado, precisión dimensional |
| Junta universal | 12 meses | 6 meses | 6 meses | Estado de lubricación, desgaste del pasador, integridad del sello |
| Sello mecánico | 12-18 meses | 6-12 meses | 6-9 meses | Planitud de la cara, elasticidad de la junta tórica |
| Varilla de acoplamiento | 24-48 meses | 18-24 meses | 24 meses | Rectitud, holgura del pasador de unión |
Causas del emparejamiento incorrecto de materiales 40-60% de los fallos prematuros de piezas de repuesto . Los elastómeros del estator deben cumplir con los requisitos de compatibilidad química, rango de temperatura y resistencia a la abrasión. [^66^]
Uso de rotores estándar Acero inoxidable 304 o 316. Con revestimiento de cromo (0,05-0,1 mm de espesor) para resistencia al desgaste. Para aplicaciones altamente abrasivas (minería, lodos de perforación), especifique Rotores de acero inoxidable dúplex o con revestimiento cerámico —Estos prolongan la vida útil en un 300% en fluidos cargados de arena, aunque con una prima de costo del 50-80%. [^66^] Las aplicaciones alimentarias y farmacéuticas requieren acero inoxidable 316L con acabados superficiales que cumplan con la FDA (Ra ≤ 0,8 μm).
El desgaste rápido del estator (menos de 3 meses) indica un desajuste operativo más que un defecto del material. [^61^]
Hinchazón y convulsiones del estator Ocurre cuando el fluido bombeado ataca químicamente al elastómero o cuando la temperatura excede los límites del material. La acción inmediata requiere cambiar a elastómero compatible (FKM para hidrocarburos, EPDM para soluciones acuosas) e instalar un control de temperatura. Ranurado del rotor en patrones circunferenciales. señala el ingreso de partículas abrasivas: instale filtros de malla de 0,5 mm aguas arriba y considere recubrimientos de rotor endurecidos. Convulsión de la articulación universal resulta de una falla de la lubricación o falla del sello; engrase cada 500 horas con grasa compleja de litio NLGI Grado 2 compatible con materiales de juntas.
Nunca opere bombas de cavidad progresiva en seco. —Incluso 10-15 segundos de rotación en seco generan suficiente calor para destruir el elastómero del estator mediante la fricción. [^61^] Instale dispositivos de protección contra funcionamiento en seco: sensores de nivel basados en capacitancia en el tanque de succión, monitores de vibración que detectan firmas de cavitación o sensores de torsión que miden la caída de carga. Estos sistemas cuestan entre 200 y 500 dólares, pero evitan que los reemplazos del estator cuesten entre 800 y 2500 dólares, según el tamaño de la bomba.
Las piezas de repuesto de fabricantes con certificación ISO (ISO 9001:2015) cumplen o superan las especificaciones OEM para la mayoría de los componentes. [^64^] Sin embargo, el uso de estatores que no son OEM en bombas bajo garantía activa puede anular la cobertura por fallas relacionadas con elastómeros. Mantener la documentación de las especificaciones de piezas y registros de compra. Las aplicaciones críticas (nucleares, aeroespaciales) normalmente exigen exclusivamente piezas OEM.
Localice la placa de identificación de la bomba que muestra la serie de modelos (p. ej., Netzsch NM038, Seepex BN26, Mono C23). Referencia cruzada con dibujos despiezados de montaje en el manual. Para piezas desgastadas sin marcas, mida el diámetro del rotor, la longitud del estator, el paso y la excentricidad. Los proveedores líderes mantienen bases de datos de intercambio que cubren las series Netzsch NEMO, Seepex, Mono, PCM y Allweiler con 95% de compatibilidad de piezas mediante la estandarización dimensional. [^64^]
Mantener el inventario basado en la criticidad: estators (1-2 unidades, mayor tasa de fracaso), kits de sellos mecánicos (juegos completos que incluyen juntas tóricas y caras), pasadores y casquillos de juntas universales (usar artículos), y juegos de juntas (carcasa del estator, cámara de sellado). Los rotores y las varillas de acoplamiento tienen plazos de entrega más largos (de 4 a 8 semanas para materiales personalizados); almacene estos solo para procesos críticos donde el tiempo de inactividad supere los $10 000 por día.
El fracaso prematuro se debe a tres causas: robo inadecuado (corriendo a toda velocidad inmediatamente), incompatibilidad química (hinchazón o endurecimiento del elastómero), o rotor de gran tamaño (Ajuste de interferencia excesivo que causa acumulación de calor). Verifique que el diámetro del rotor coincida con las especificaciones del estator: se especifican rotores de diámetro reducido (0,3-0,5 mm de tamaño inferior) para aplicaciones de alta temperatura para adaptarse a la expansión térmica. [^61^]
No es estrictamente necesario, pero se recomienda encarecidamente cuando cualquiera de los componentes alcanza 70% del desgaste nominal . Los rotores desgastados dañan los estatores nuevos debido al contacto abrasivo y la formación inadecuada de cavidades. Por el contrario, los rotores nuevos en estatores desgastados experimentan un espacio excesivo, lo que reduce la eficiencia volumétrica entre un 15 y un 30 % y provoca un deslizamiento que genera calor. Para un rendimiento y una longevidad óptimos, reemplace los juegos combinados cuando cualquiera de los componentes muestre un desgaste significativo.
La gestión estratégica de repuestos reduce los costos del ciclo de vida al 25-35% en comparación con los enfoques de mantenimiento reactivo. [^68^]
Realice un seguimiento de las horas de funcionamiento y las condiciones de los fluidos mediante el software de gestión de bombas. Reemplace los estatores de manera proactiva en 80% de la vida útil esperada durante los períodos de mantenimiento planificados en lugar de esperar a que se produzca una falla catastrófica que dañe los rotores y la carcasa. Este enfoque elimina las primas de envío de emergencia (normalmente entre el 200 % y el 400 % de los costos de las piezas estándar) y evita daños colaterales a los costosos componentes del variador.
Los rotores con menor desgaste superficial pueden ser recromado o revestido de cerámica al 40-60% del costo de reposición. Las varillas de acoplamiento y los ejes de transmisión se enderezan y pulen si la deflexión permanece por debajo de 0,05 mm/m. Sin embargo, nunca reacondicione los estatores: la degradación del elastómero es interna e invisible; Los servicios de revestimiento producen espesores de pared inconsistentes y ajustes de interferencia.
Utilice este protocolo de verificación antes de volver a poner las bombas en servicio:

Bombas de tornillo equipadas con un estator de igual espesor de pared, el mismo tipo de especificaciones de bomba, flujo de bomba y presión aumentadas...
Ver detalles
Bomba montada en vehículo Mika, la base de la bomba no solo es estable y confiable, sino que también está hábilmente equipada con ruedas universale...
Ver detalles
La entrada es una bomba tipo W con diseño de tolva grande con un eje de conexión con múltiples paletas en espiral (que pueden prevenir eficazmente ...
Ver detalles
Las bombas de tornillo verticales tipo T Mika se pueden lograr a través de la longitud del cuerpo de la bomba a una variedad de diferentes profundi...
Ver detalles
La bomba S con soporte de bastidor de cojinetes puede soportar cargas axiales más altas y puede usarse en condiciones de alta presión, p. Transfere...
Ver detalles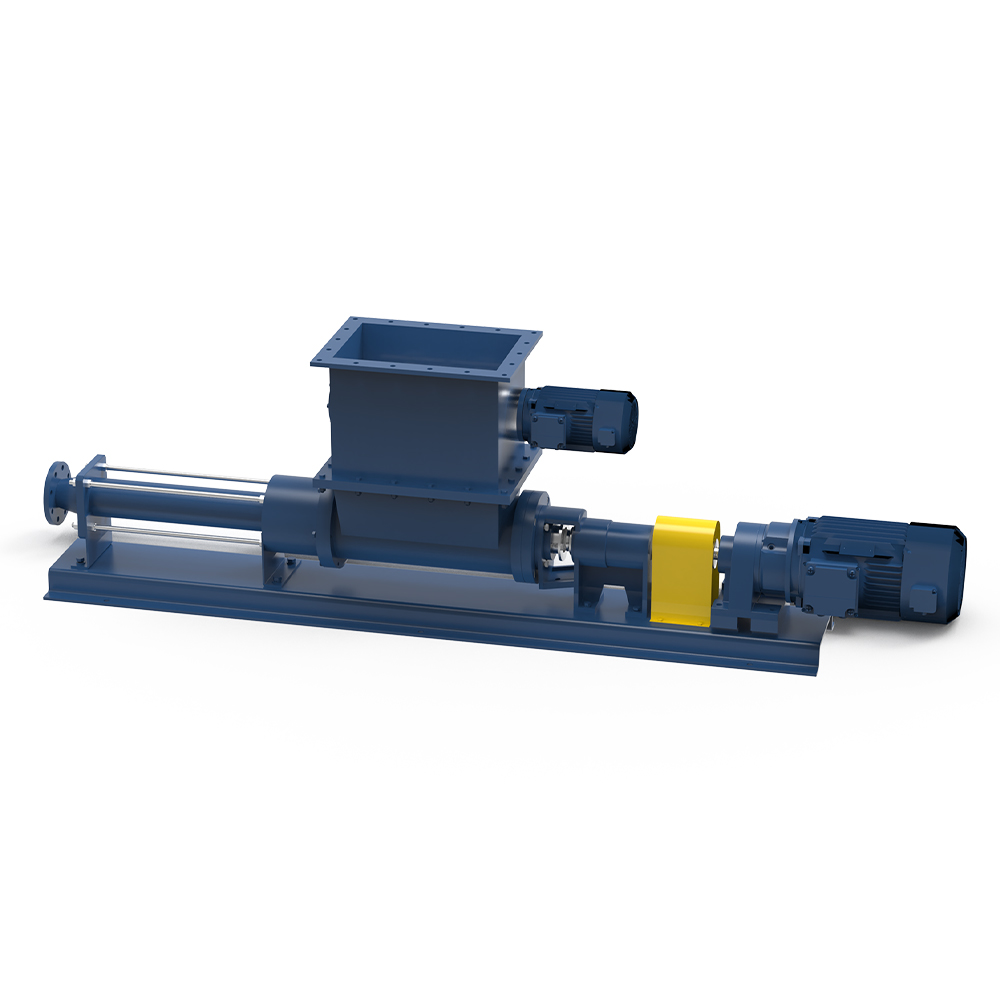
La entrada está diseñada para una tolva grande con un dispositivo rompepuentes. Las bombas P son adecuadas para transportar materiales con alta vis...
Ver detalles
La entrada es una pequeña bomba H con diseño de tolva rectangular, adecuada para transportar un contenido sólido de alta viscosidad de menos del 15...
Ver detalles
El reductor de velocidad utiliza el reductor de la serie K, lo que permite acortar la longitud de la bomba, haciéndola adecuada para su uso en espacio...
Ver detalles
Hay varios materiales disponibles para diferentes condiciones de trabajo, como NBR, HNBR, EPDM y FKM.
Ver detalles
Múltiples materiales disponibles: Q235,304,316L,2205,2507, etc.
Ver detallesContáctenos
Dirección: No. 36 Calle Xintai, Zona de Desarrollo Económico, Ciudad de Jingjiang, Provincia de Jiangsu, China
Teléfono: +86-13515167342
Fax: +86-523-84261117
Correo electrónico: [email protected]
¡Nos encantaría
conocer su opinión!